
Bezpieczeństwo pracy
Nie ma żadnych szczególnych wymogów dotyczących narzędzi i metod pracy stosowanych przy obróbce wyrobów produkowanych przez Cembrit. Dlatego sposób prowadzenia obróbki musi być zgodny z obowiązującymi przepisami BHP. W przypadkach szczególnych (np. praca w pomieszczeniach zamkniętych) konieczne jest stosowanie dodatkowych środków ochrony osobistej. Jednak szczególnie ważne jest stosowanie środków ochrony dróg oddechowych.
Uwaga: pył powstały podczas obróbki mechanicznej wyrobów włókno-cementowych produkowanych przez Cembrit klasyfikowany jest jako pył mineralny.
Przegląd narzędzi
Wybór narzędzi i metody pracy zależy od rodzaju wyrobu i zakresu prowadzonych robót. Dlatego przy pracach prostych wystarczające jest użycie narzędzi ręcznych. Prowadzenie prac na dużych połaciach dachu i bardziej skomplikowanych wymaga stosowania stacjonarnych bądź przenośnych narzędzi elektrycznych.
Obróbka – cięcie
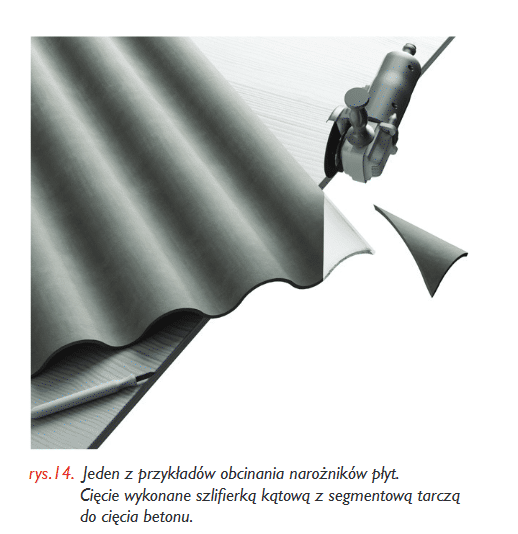
Cięcie materiałów włókno-cementowych w czasie obróbki można wykonywać przy użyciu szlifierki kątowej lub pilarki z tarczami do cięcia betonu lub piłą ręczną. Jednak zanieczyszczenia pozostałe na krawędziach płyt należy usunąć natychmiast po dokonaniu obróbki.
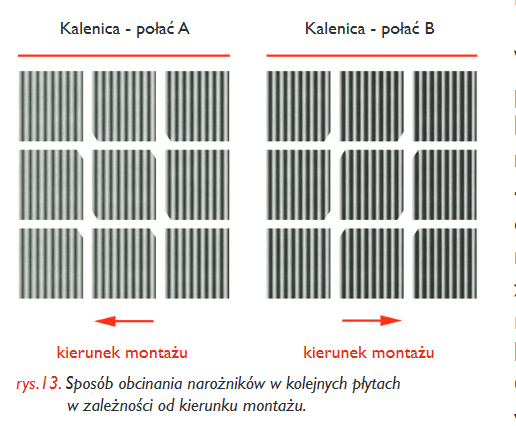
Obróbka – przycinanie narożników
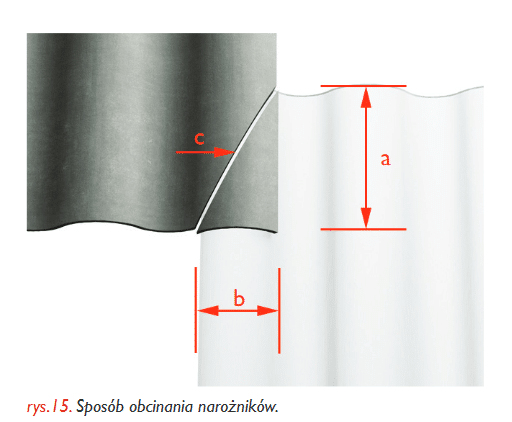
Przed montażem na dachu, odpowiednie narożniki płyt muszą być obcięte – patrz rys. 13. Czynność tą wykonuje się w celu uniknięcia zgrubień na stykach narożnikowych. Jest to również konieczne, aby zmniejszyć naprężenia powstające podczas „pracy” płyt na dachu – patrz rys. 14. W przypadku płyt EuroFala sposób obcinania narożników zależy ściśle od kierunku układania płyt na dachu. Dlatego długość cięcia powinna odpowiadać zakładowi poprzecznemu plus 10% (150mm + 15 mm = 165mm) (a) – patrz rys. 15. Natomiast szerokość cięcia (b) – patrz rys. 15, powinna być równa zakładowi wzdłużnemu (W130-9 (B59) – 110mm, W177-6.5 (B65) – 45mm). Zatem uwzględniając „pracę” dachu należy dążyć do tego, by odległość między obciętymi narożnikami płyt wynosiła 5-10mm (c) – patrz rys. 15.
Uwaga: dokładne i powtarzalne obcięcie narożników płyt uzyskuje się wykorzystując jeden z nich jako szablon. Dlatego kolejne płyty pobierane z palety nie powinny być obracane wokół własnej osi.
Obróbka – wiercenie otworów na wkręty
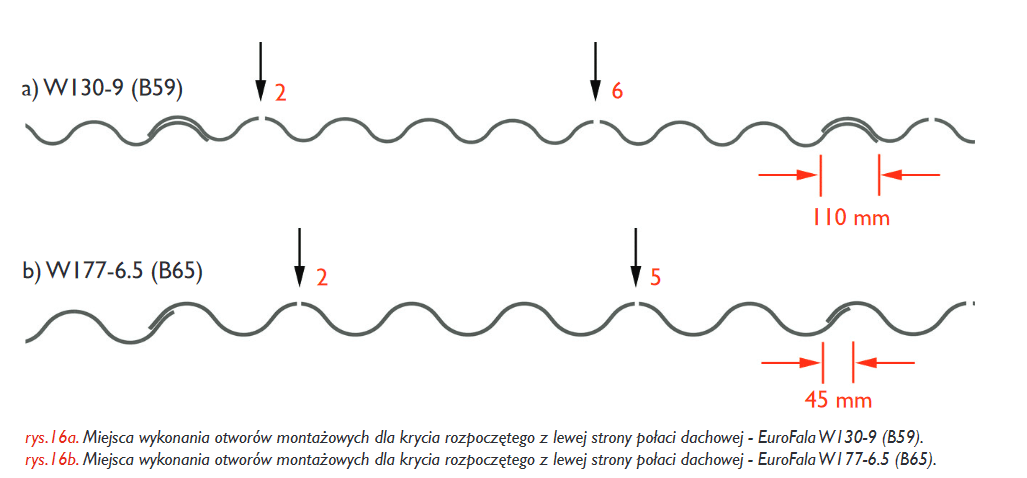
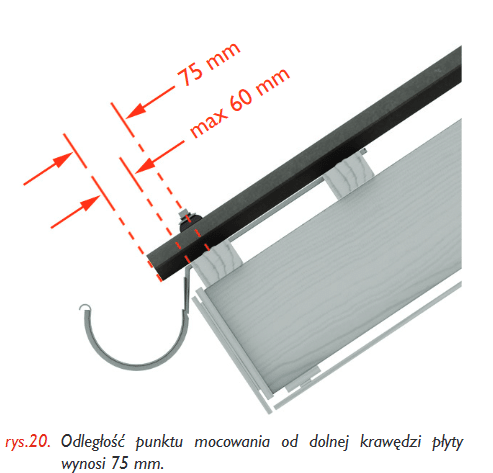
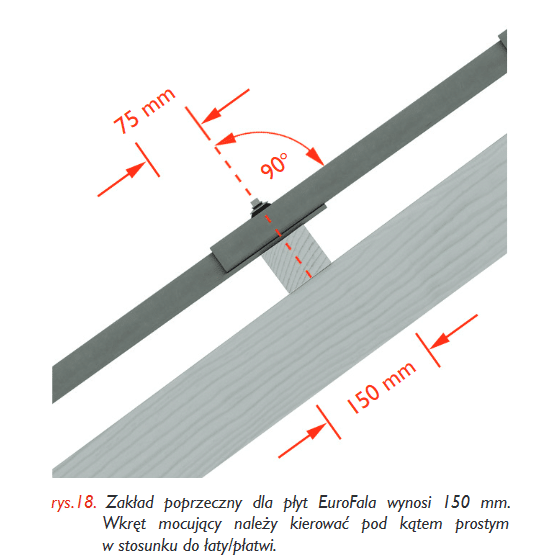
Przed zamontowaniem płyt EuroFala na dachu, konieczne jest wykonanie otworów montażowych. Dlatego otwory o średnicy 10mm wierci się odpowiednio: dla płyt W130-9 (B59) na szczytach 2 i 6 fali, dla płyt W177-6.5 (B65) na szczytach 2 i 5 fali, licząc od strony, z której został rozpoczęty montaż prostopadle do powierzchni płyty – patrz rys. 16. Natomiast przy okapie wierci się otwory pojedynczo patrz rys. 20, a w kierunku kalenicy przez zakład dwóch sąsiednich nakładających się równocześnie płyt w odległości 75mm od krawędzi płyty górnej – patrz rys. 18. Otwory w płytach falistych można wykonywać wiertarką ręczną albo elektryczną. Ale w obu wypadkach stosuje się wiertło obrotowe z ostrzem z twardego metalu o średnicy 4mm większej, niż średnica wkrętu. Pozwala to uzyskać niezbędny luz do „pracy” połaci dachowej. Jednak czynności tej nie trzeba wykonywać, jeżeli stosowane są systemy montażowe Quick Fix.
Uwaga: płyty, których długość przekracza 1250mm muszą mieć otwory montażowe o średnicy 10mm na szczycie odpowiednich fal służące do zamocowania płyty do podpierającej łaty/płatwi środkowej.
Bardzo ważne jest usunięcie zanieczyszczeń i ścinków natychmiast po wywierceniu otworów.
Uwaga: w położeniu mocno wysuniętym płyt, przy okapach, wzdłuż szczytów itp. może wystąpić potrzeba wykonania 3, 4 otworów montażowych w jednym rzędzie z uwagi na większe ssanie wiatru.
Krótką instrukcję wideo można znaleźć tutaj: https://budujodpowiedzialnie.pl/blog/samodzielna-wymiana-dachu-krotka-instrukcja/
A więcej o włókno-cemencie znajdziesz tutaj: https://budujodpowiedzialnie.pl/blog/wlasciwosci-wlokno-cementu/
Po więcej inspiracji wejdź na www.cembrit.pl



